
13年专注热流道系统研发专家
厂家直销/专业定制/免费设计/全国售后
24小时咨询热线:
180-2765-5753
0769-83532096
13年专注热流道系统研发专家
厂家直销/专业定制/免费设计/全国售后
24小时咨询热线:
180-2765-5753
0769-83532096

联系人:李经理
电 话:0769-83532096
手 机:18027655753
邮 箱:shentairld@163.com
网 址:www.sstrld.com
地 址:广东省东莞市嘉宾路金船科技园B栋5楼

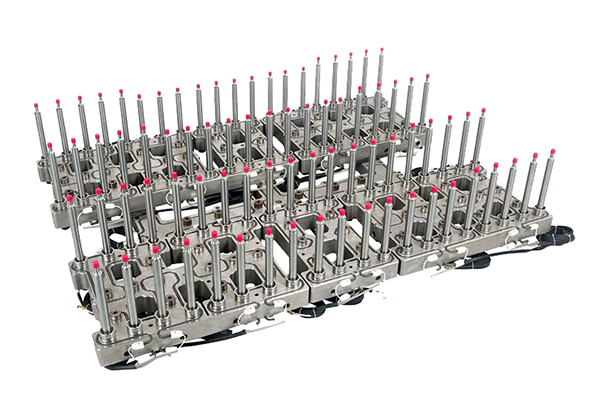
高端热流道系统大水口热流道与双分型面的三板模相比,大水口热流道系统内的塑料溶体温度不易下降,坚持恒湿,不需要像冷流道模具,以进步打针温度来补偿塑料溶体温度的下降,所以大水口热流道内的塑料溶体更易流动,对于大型,薄壁,难以加工的塑料产品更易成型,脱模后产品残余应力低,产品变形小,热流道系统厂家热流道系统使浇口更小。
人机界面,可高端热流道系统编程控制器:设备带电脑键盘、液晶显示屏插口,客户可随意设定机床每个程序的运作時间,及运作次第。无人职守,主动控制体系:翻开往后,不必工作人员盯守,控制器完全主动控制体系。急停开关:按住变向后,控制器马上控制机床停止工作。热流道系统厂家时序控制器可运用于传统式的机床更新改造:传统式机床要人来实际操作,用时吃力,此控制器主动控制体系机床,二十四小时接连运作,行进运作高效率;节省人工成本:一次性资金投入,根除人工成本。
换料或换色不良1.主要原因换料或换色的方法不当;流道设计或加工不合理导致内部存在较多的热流道滞留料。热流道系统2.解决对策(1)选择正确的换料方法。热流道系统换料、换色过程一般热流道由新料直接推出流道内的所有滞留料,再把流道壁面滞留料向前整体移动,因此,清洗比较容易进行。相反,高端若新料粘度较低,就容易进入滞留料中心,逐层分离滞留料,清洗起来就较为麻烦。倘若新旧两种料的粘度相近时,可通过加快新料注射速度来实现快速换料。若滞留料粘度对温度较为敏感,可适当提高料温来降低粘度,以加快换料过程。热流道系统(2)改进流道的结构设计和加工方式厂家。设计流道时,应尽量避免流道死点,各转角处应力求圆弧过渡。在许可范围内,流道尺寸尽量小一些,这样流道内滞留料少、新料流速较大,有利于快速清洗干净。加工流道时,不论流道多长,热流道必须从一端进行加工厂家,如果从两端同时加工,易造成孔中心的不重合,由此必然会形成滞留料部位。一般外加热喷嘴由于加热装置不影响熔体流动,可以较容易地清洗流道,而内加热喷嘴易在流道外壁形成冷凝层,故不利于快速换料。

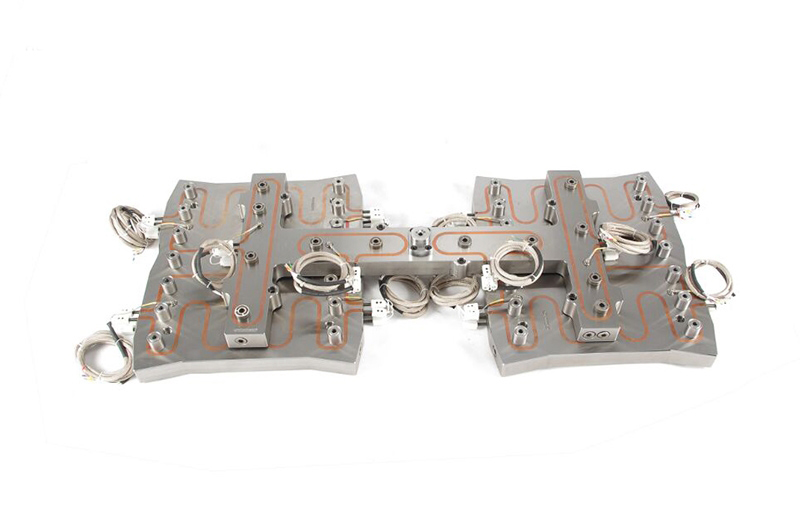
高端热流道系统大水口热流道在塑料模具出产成型中起着非常大的作用。出产过程中熔融的液体材料将首先进入分流板,经过分流板内的流道再进入各个热嘴内的流道,热流道系统厂家加热设备令材料坚持在熔融状态(停机后一般不需要打开流道取出凝料,再开机时只需加热大水口热流道到所需温度即可)。
