
13年专注热流道系统研发专家
厂家直销/专业定制/免费设计/全国售后
24小时咨询热线:
180-2765-5753
0769-83532096
13年专注热流道系统研发专家
厂家直销/专业定制/免费设计/全国售后
24小时咨询热线:
180-2765-5753
0769-83532096

联系人:李经理
电 话:0769-83532096
手 机:18027655753
邮 箱:shentairld@163.com
网 址:www.sstrld.com
地 址:广东省东莞市嘉宾路金船科技园B栋5楼

削减不良品,前进产质量量:在生产热流道设计热流道模具成型过程中,塑料熔体温度在流道系统里得到精确地控制。塑料可以更为均匀一同的状态流入各模腔,其结果是质量一同的塑胶件。热流道成型的塑胶件浇口质量好,脱模后残余应力低,塑胶件变形小,注塑制品表面漂亮度就大大前进。所以市场上许多高质量的产品均由热流道模具出产。如人们了解的电视机壳热流道设计厂家热流道模具,手机壳热流道模具,打印机壳热流道模具、显示器热流道模具、电脑配件模具等等

生产热流道设计热流道是塑胶模具节约塑料,缩短成型周期,下降出产本钱,前进功率的系统。热流道模具在当今世界各工业兴隆的地区均得到极为广泛的运用。这首要是热流道模具拥有如下明显的利益:缩短制件成型周期,前进出产功率:因没有干流道和次流道冷却时刻的约束,制件成型固化后便可及时顶出。许多用热流道设计厂家热流道模具出产的薄壁产品成型周期可在5秒钟内完结。

生产热流道设计大水口热流道与双分型面的三板模相比,大水口热流道系统内的塑料溶体温度不易下降,坚持恒湿,不需要像冷流道模具,以进步打针温度来补偿塑料溶体温度的下降,所以大水口热流道内的塑料溶体更易流动,对于大型,薄壁,难以加工的塑料产品更易成型,脱模后产品残余应力低,产品变形小,热流道设计厂家热流道系统使浇口更小。
换料或换色不良1.主要原因换料或换色的方法不当;流道设计或加工不合理导致内部存在较多的热流道滞留料。热流道设计2.解决对策(1)选择正确的换料方法。热流道系统换料、换色过程一般热流道由新料直接推出流道内的所有滞留料,再把流道壁面滞留料向前整体移动,因此,清洗比较容易进行。相反,生产若新料粘度较低,就容易进入滞留料中心,逐层分离滞留料,清洗起来就较为麻烦。倘若新旧两种料的粘度相近时,可通过加快新料注射速度来实现快速换料。若滞留料粘度对温度较为敏感,可适当提高料温来降低粘度,以加快换料过程。热流道设计(2)改进流道的结构设计和加工方式厂家。设计流道时,应尽量避免流道死点,各转角处应力求圆弧过渡。在许可范围内,流道尺寸尽量小一些,这样流道内滞留料少、新料流速较大,有利于快速清洗干净。加工流道时,不论流道多长,热流道必须从一端进行加工厂家,如果从两端同时加工,易造成孔中心的不重合,由此必然会形成滞留料部位。一般外加热喷嘴由于加热装置不影响熔体流动,可以较容易地清洗流道,而内加热喷嘴易在流道外壁形成冷凝层,故不利于快速换料。

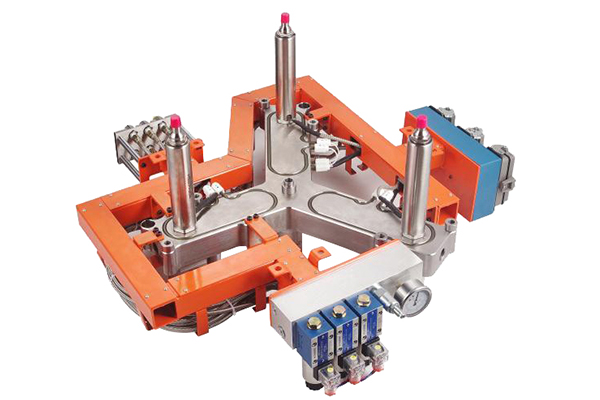
基本的特征类型有一模2腔、一模3腔、4腔H型、4腔X型等生产热流道设计流道类型。组合为6腔、8腔、12腔、16腔、24腔模等等。分流板内流道用于保证让熔融的液体可以以有用的方法进行安置。在志向的情况下,流道选用对称方法规划,一切下行流道的流道长度都是共同的。在选用多型腔模具或非对称式模具的情况下,热流道设计厂家流道的长度及转弯点按流道平衡的概念具体规划,可保证杰出的流道分布。

生产热流道设计热流道系统一般由热喷嘴、分流板、热流道温控箱和附件等几部分组成。热喷嘴一般包括两种:开放式热喷嘴和针阀式热喷嘴。由于热喷嘴方法直接抉择热流道系统选用和模具的制作,因此常相应的将热流道设计厂家热流道系统分红开放式热流道系统和针阀式热流道系统。
