
13年专注热流道系统研发专家
厂家直销/专业定制/免费设计/全国售后
24小时咨询热线:
180-2765-5753
0769-83532096
13年专注热流道系统研发专家
厂家直销/专业定制/免费设计/全国售后
24小时咨询热线:
180-2765-5753
0769-83532096

联系人:李经理
电 话:0769-83532096
手 机:18027655753
邮 箱:shentairld@163.com
网 址:www.sstrld.com
地 址:广东省东莞市嘉宾路金船科技园B栋5楼

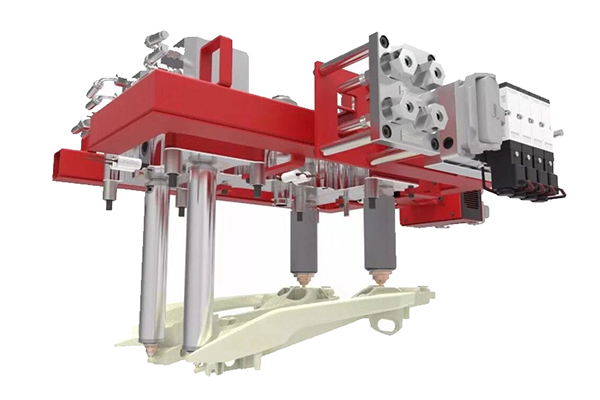
生产大水口热流道热流道系统一般由热喷嘴、分流板、热流道温控箱和附件等几部分组成。热喷嘴一般包括两种:开放式热喷嘴和针阀式热喷嘴。由于热喷嘴方法直接抉择热流道系统选用和模具的制作,因此常相应的将大水口热流道服务热流道系统分红开放式热流道系统和针阀式热流道系统。

换料或换色不良1.主要原因换料或换色的方法不当;流道设计或加工不合理导致内部存在较多的热流道滞留料。大水口热流道2.解决对策(1)选择正确的换料方法。热流道系统换料、换色过程一般热流道由新料直接推出流道内的所有滞留料,再把流道壁面滞留料向前整体移动,因此,清洗比较容易进行。相反,生产若新料粘度较低,就容易进入滞留料中心,逐层分离滞留料,清洗起来就较为麻烦。倘若新旧两种料的粘度相近时,可通过加快新料注射速度来实现快速换料。若滞留料粘度对温度较为敏感,可适当提高料温来降低粘度,以加快换料过程。大水口热流道(2)改进流道的结构设计和加工方式服务。设计流道时,应尽量避免流道死点,各转角处应力求圆弧过渡。在许可范围内,流道尺寸尽量小一些,这样流道内滞留料少、新料流速较大,有利于快速清洗干净。加工流道时,不论流道多长,热流道必须从一端进行加工服务,如果从两端同时加工,易造成孔中心的不重合,由此必然会形成滞留料部位。一般外加热喷嘴由于加热装置不影响熔体流动,可以较容易地清洗流道,而内加热喷嘴易在流道外壁形成冷凝层,故不利于快速换料。
强化打针机功用;生产大水口热流道热流道系统中塑料溶体有利于压力传递,流道中的压力损失较小,可大高低下降注塑压力和锁模力,减小了打针和保压时刻,在较小的打针机上更简略成型长流程的大规范塑性,可选择较小的打针机和削减打针机的费用,强化了打针机的功用,改进了注塑工艺。前进产品一致性和平衡性;大水口热流道服务热流道系统可按流变学原理人工平衡,经过温度控制和可控喷嘴完成充模平衡,天然平衡的作用也很好,对浇口的精确控制,保证多腔成型的一致性,前进了塑件的精度

生产大水口热流道大水口热流道定制系统中塑料溶体有利于压力传递,流道中的压力丢失较小,可大幅度下降注塑压力和锁模力,减小了打针和保压时刻,在较小的注塑机上更简略成型长流程的大尺度塑性,可选择较小的大水口热流道服务注塑机减少注塑机的费用,强化了注塑机的功能,改进了注塑工艺。

在决议是否选用生产大水口热流道热流道时,有必要具体分析这些优势发挥的程度。削减或消除干流道和分流道废料,下降了资料本钱。不光节省了原资料,还节省了对废料处理的工作。下降了原资料的费用。削减了废料的回收、分类、损坏、单调和贮存工作。可削减损坏机的数量,节省劳动力,下降能量消耗,节省所需的出产场所。避免了运用回头料对下降制件质量的影响。关于一模多腔打针小型制品,浇注系统的体积愈兴旺,原资料节省愈明显。在消除了大水口热流道服务流道赘料后,使得打针自动化变得更简略。

与双分型面的三板模比较,生产大水口热流道流道更短些。保压时刻更长且有效,可减小塑料制件的缩短率。运用热流道技术明显的优点,是原资料损耗削减和易于完结打针加工的自动化。某些大型的薄壁制品的打针,没有热流道技术是困难的,甚至是不可能的。只要运用大水口热流道服务热流道打针模具出产,才调廉价地大批量出产。与冷流道系统比较较,热流道系统节省了原资料,改善了工艺,提高了出产量。
