
13年专注热流道系统研发专家
厂家直销/专业定制/免费设计/全国售后
24小时咨询热线:
180-2765-5753
0769-83532096
13年专注热流道系统研发专家
厂家直销/专业定制/免费设计/全国售后
24小时咨询热线:
180-2765-5753
0769-83532096

联系人:李经理
电 话:0769-83532096
手 机:18027655753
邮 箱:shentairld@163.com
网 址:www.sstrld.com
地 址:广东省东莞市嘉宾路金船科技园B栋5楼
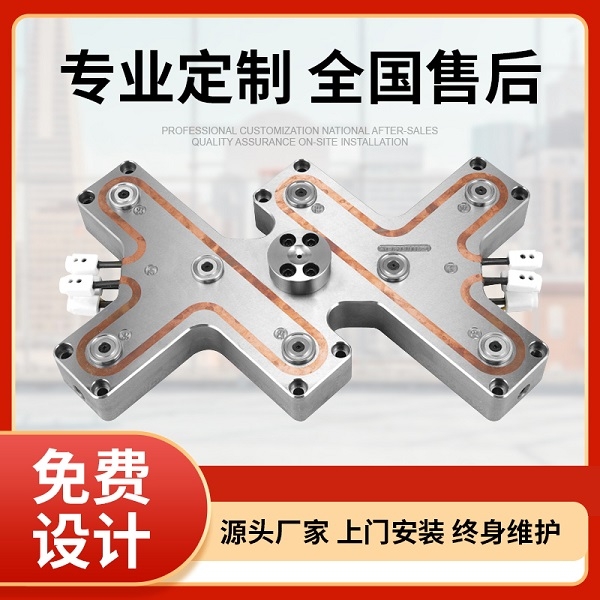
热流道模具有着成型周期短、节省原料、有利于自动化等诸多优点,但是如果质量把控不好,也有诸多问题,如热流道结构复杂造成抛光困难,影响注塑件成型后美观,与表面光滑度等问题
热流道分流板的内孔抛光,是一件重要的加工流程,尤其是转角的锋利刀痕,熔融的塑料在喷嘴体内腔中流过时,不允许有任何的粘结残留,如果流道腔体不光洁,塑料就容易粘附在流道孔壁上,经过长时间的加温,塑料就容易变质或发黄发黑,时间一长后就会跟着其他的塑料一起流入到产品中,就形成了报废产品。
因此为了防止产生此现象,必须把流道内腔抛的像镜面一样,塑料无法粘附,从而保证塑料在流过喷嘴的过程中不会产生塑料的变质,达到合格的塑料制品。如果不处理好,将导致塑胶产品出现黑点、流纹等,热流道内孔抛光,是热流道加工过程中的一步,关系到透明件薄壁件热流道系统的成败。热流道温控箱
如何快速高效且精密地抛光,成为众多热流道生产企业提升竞争力的核心目标之一。为了保持热流道模具整体精密度,需要使用磨粒流加工来完成抛光工序。热流道内孔抛光设备,利用柔性流体磨料利用挤压进入热流道内孔进行流动抛光作业,设备采用流动力学,配以高分子弹性流体研磨,配合液压动力让高分子研磨磨料流经需要抛光的工件内腔表面,达到去毛刺抛光效果。
采用磨粒流抛光后的热流道板,公差影响非常小,1-3个μ之间的损失。因为高分子软磨料具备压力下的膨胀性,所以抛光效果非常均匀,去毛刺彻底光滑。热流道系统磨粒流,针对热流道板抛光,直接将抛光效率提升了一倍。即使是面对各种大型、特大型热流道,高压磨粒流抛光设备同样可以将超长内孔抛光到理想效果。
